



01 Çfarë është njëbashkim i salduar
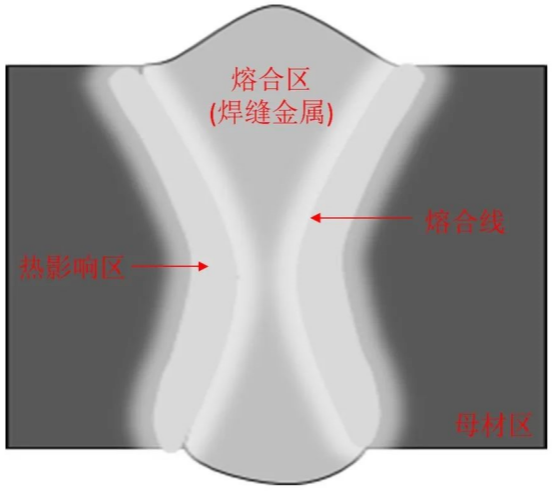
Një bashkim i salduar i referohet një bashkimi ku dy ose më shumë pjesë pune janë të lidhura me anë të saldimit. Bashkimi i salduar i saldimit me shkrirje formohet nga ngrohja lokale nga një burim nxehtësie me temperaturë të lartë. Bashkimi i salduar përbëhet nga një zonë bashkimi (zona e saldimit), linja e bashkimit, zona e prekur nga nxehtësia dhe zona e metalit bazë, siç tregohet në figurë.
02 Çfarë është një nyje e vitheve
Një strukturë saldimi e përdorur zakonisht është një nyje ku dy pjesë të ndërlidhura janë salduar në të njëjtin plan ose hark në planin e mesëm të nyjes. Karakteristika është ngrohja uniforme, forca uniforme dhe cilësia e saldimit që sigurohet lehtë.
03 Çfarë është njëkanal saldimi
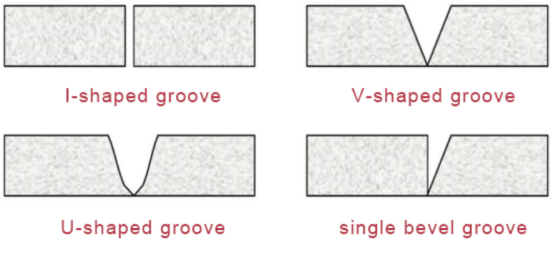
Për të siguruar depërtimin dhe cilësinë e nyjeve të salduara, si dhe për të zvogëluar deformimin e saldimit, nyjet e pjesëve të salduara në përgjithësi përpunohen paraprakisht në forma të ndryshme para saldimit. Kanale të ndryshme saldimi janë të përshtatshme për metoda të ndryshme saldimi dhe trashësi të ndryshme të saldimit. Format e zakonshme të kanaleve përfshijnë: në formë I, në formë V, në formë U, në formë V të njëanshme, etj., siç tregohet në figurë.
Format e zakonshme të brazdës së nyjeve të prapme
04 Ndikimi i formës së brazdës së nyjeve të vitheve nëSaldim kompozit me hark lazeri
Ndërsa trashësia e copës së salduar rritet, arritja e saldimit njëanësor dhe formimit dyanësor të pllakave të mesme dhe të trasha (fuqia e lazerit <10 kW) shpesh bëhet më komplekse. Zakonisht, duhet të miratohen strategji të ndryshme saldimi, të tilla si projektimi i formave të përshtatshme të kanaleve ose rezervimi i boshllëqeve të caktuara të lidhjes, në mënyrë që të arrihet saldimi i pllakave të mesme dhe të trasha. Megjithatë, në saldimin real të prodhimit, rezervimi i boshllëqeve të lidhjes do të rrisë vështirësinë e pajisjeve të saldimit. Prandaj, projektimi i kanalit bëhet thelbësor gjatë procesit të saldimit. Nëse projektimi i kanalit nuk është i arsyeshëm, stabiliteti dhe efikasiteti i saldimit do të ndikohen negativisht, dhe gjithashtu rrit rrezikun e defekteve të saldimit.
(1) Forma e brazdës ndikon drejtpërdrejt në cilësinë e shtresës së saldimit. Dizajni i përshtatshëm i brazdës mund të sigurojë që metali i telit të saldimit të mbushet plotësisht në shtresën e saldimit, duke zvogëluar shfaqjen e defekteve të saldimit.
(2) Forma gjeometrike e brazdës ndikon në mënyrën se si transferohet nxehtësia, gjë që mund ta drejtojë më mirë nxehtësinë, të arrijë ngrohje dhe ftohje më uniforme dhe të ndihmojë në shmangien e deformimit termik dhe stresit të mbetur.
(3) Forma e brazdës do të ndikojë në morfologjinë e prerjes tërthore të shtresës së saldimit dhe do të çojë në një morfologji më të përshtatshme për prerjen tërthore të shtresës së saldimit me kërkesat specifike, siç janë thellësia dhe gjerësia e depërtimit të saldimit.
(4) Një formë e përshtatshme brazde mund të përmirësojë stabilitetin e saldimit dhe të zvogëlojë fenomenet e paqëndrueshme gjatë procesit të saldimit, siç janë spërkatjet dhe defektet e prerjes së poshtme.
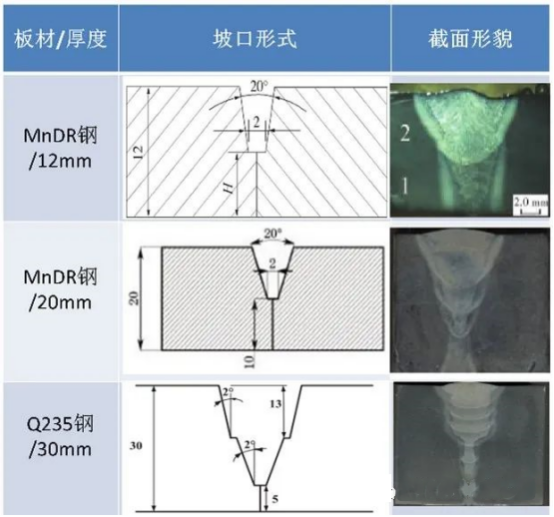
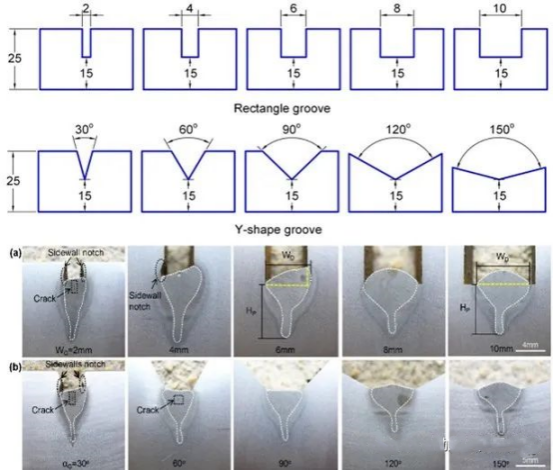
Siç tregohet në Figurën 3, studiuesit kanë zbuluar se përdorimi i saldimit kompozit me hark lazeri (fuqia e lazerit 4kW) mund të mbushë brazdën në dy shtresa dhe dy kalime, duke përmirësuar në mënyrë efektive efikasitetin e saldimit; Një saldim pa defekte me MnDR me trashësi 20 mm u arrit duke përdorur një saldim kompozit me hark lazeri me tre shtresa (fuqia e lazerit 6kW); Saldimi kompozit me hark lazeri u përdor për të salduar çelik me karbon të ulët me trashësi 30 mm në shtresa dhe kalime të shumëfishta, dhe morfologjia e prerjes tërthore e bashkimit të salduar ishte e qëndrueshme dhe e mirë. Përveç kësaj, studiuesit kanë zbuluar se gjerësia e brazdave drejtkëndëshe dhe këndi i brazdave në formë Y kanë një ndikim të rëndësishëm në efektin e kufizimit hapësinor. Kur gjerësia e brazdës drejtkëndëshe është≤4 mm dhe këndi i brazdës në formë Y është≤60 °, morfologjia e prerjes tërthore të shtresës së saldimit tregon çarje qendrore dhe prerje anësore në mur, siç tregohet në figurë.
Efekti i formës së brazdës në morfologjinë e prerjes tërthore të saldimeve
Ndikimi i gjerësisë dhe këndit të brazdës në morfologjinë e prerjes tërthore të saldimeve
05 Përmbledhje
Përzgjedhja e formës së brazdës duhet të marrë në konsideratë në mënyrë gjithëpërfshirëse kërkesat e detyrës së saldimit, karakteristikat e materialit dhe karakteristikat e procesit të saldimit kompozit me hark lazer. Projektimi i duhur i brazdës mund të përmirësojë efikasitetin e saldimit dhe të zvogëlojë rrezikun e defekteve të saldimit. Prandaj, përzgjedhja dhe projektimi i formës së brazdës është një faktor kyç para saldimit kompozit me hark lazer të pllakave të mesme dhe të trasha.
Koha e postimit: 08 nëntor 2023











